

|
Хотелось бы узнать как я могу получить бумажный сертификат об окончании курса |
Политехнический колледж Многопрофильного колледжа Новгородского государственного университета имени Ярослава Мудрого
Опубликован: 02.07.2012 | Доступ: свободный | Студентов: 2830 / 475 | Оценка: 4.18 / 3.91 | Длительность: 11:45:00
Специальности: Художник
Лекция 10:
Финишные операции (Post press). Верстка книг
Аннотация: Большую роль в производстве полиграфической продукции играет послепечатный процесс - брошюровочно-переплетные и отделочные работы. Типография, оснащенная самым современным репродукционным и формным оборудованием, дорогой печатной машиной, и полученные с их помощью оттиски высокого качества еще не гарантируют высокого качества конечной продукции. После печати производится резка листов, для многостраничных изданий - подбор страниц в тетради и скрепление их каким-либо способом между собой и обложкой. Финишное оборудование - это класс полиграфического оборудование, осуществляющего послепечетную обработку отпечатанного тиража. Выделяют следующие группы послепечатных операций (post press): брошюровочные, переплетные, отделочные. Сюда входит переплетно-брошюровочная техника, разнообразные системы резки бумаги, биговальное оборудование (выполнение канавок для улучшения сгиба листов), фальцевальное оборудование, переплет и т.п.
Ключевые слова: операции, POST, запечатывание, полиграфия, прогрессирующее, печать, ПО, стоп-слова, SEM, длина, дисплей, challenge, polarity, настольная издательская система, лист, противоречивость требований, аппликация, запечатанный, Internet, computer art, реклама, стиль абзацев
Все эти операции выполняются при помощи финишного (пост-пресс) оборудования. Вся эта техника может использоваться как с офсетной печатной техникой (большая полиграфия), так и с офисным печатным оборудованием (офисная оперативная полиграфия). Кратко остановимся на некоторых технологических post press операциях.
Бумага для печати
Говоря о бумаге для печати, будем иметь ввиду именно бумагу, основное функциональное назначение которой-регистрировать, передавать, хранить информацию. Во всех остальных случаях, когда мы будем рассматривать бумагу для упаковки, этикеток, обоев, которая тоже проходит стадию запечатывания, это будет оговариваться особо. Полиграфия самый крупный потребитель бумаги. Из всего производимого в мире количества бумаги и картона около 30 процентов - это графические виды бумаги, т. е. бумага для печати, письма, рисовальная, копировально - множительной и компьютерной техники. Полиграфическое производство, использующее это огромное количество бумаги, составляющее ежегодно больше чем 1,5 миллиона вагонов, причём устойчиво увеличивающееся год от года в среднем на 2 - 2,5 процента это сегодня не только традиционная полиграфия, занимающаяся печатанием газет, журналов, книг, это ещё и возникшая в 60-х годах нашего века и постоянно прогрессирующая печать без использования печатной формы: ксерография, электростатика, струйная печать, магнитография, ионография, термография, фотография. Это ещё и быстро развивающаяся область приложения полиграфии в производстве жёсткой и мягкой упаковки пищевой и промышленной продукции, так называемая упаковочная полиграфия. Для печати упаковки, этикеток, ярлыков и прочих атрибутов оформления товаров используется большое разнообразие материалов - картонов, бумаги с разной отделкой и обработкой поверхности с различными функциональными свойствами: жировлаго-непроницаемые, влагопрочные, воздухонепроницаемые и пр. Собственное направление формируется и в производстве различных видов рекламной продукции. Особенности имеет производство и использование изделий на самокопировальной и самоклеящейся бумаге. По опубликованным в печати данным соотношение видов печатной продукции в России таково:
- 30%-газеты, журналы;
- 30%-рекламная продукция;
- 25-30%-упаковка;
- 8-10%-книги
Доля рекламной продукции растёт, следует отметить, что в Западной Европе до 70% бумаги для печати расходуется на печатание рекламной продукции. И хотя в многоотраслевой полиграфии используется большое разнообразие материалов для печати, полимерных плёнок, металлизированных и других композиционных материалов, основным материалом остаётся бумага.
Общие требования к бумаге для печати
Каждый способ печати предъявляет определенные требования к используемым краскам и запечатываемому материалу (бумаге). Однако, есть ряд требований, общих для всех видов печати. Общими, прежде всего, являются требования однородности бумаги используемой для выполнения одного заказа и в первую очередь это относится к оптической однородности, оцениваемой визуально или с помощью цветовых характеристик, например, в системе SIE Lab, рекомендованной Международной Комиссией по освещению (МКО). Если бумага неоднородна по свойствам от партии к партии и от листа к листу, качество печати будет страдать. Может возникнуть необходимость остановки машины для регулирования краски или условий работы машины. Это относится к толщине, впитывающей способности по отношению к краске, гладкости бумаги, стойкости поверхности к выщипыванию. При печати бумага оказывает влияние на следующие процессы:
- Переход печатной краски с печатной формы. Переход печатной краски (при прочих равных условиях, касающихся влияния режима работы печатной машины, свойств краски и пр.) зависит от впитываемости краски бумагой, ее гладкости.
- Высыхание печатных оттисков. Высыхание оттисков связано, прежде всего, с сорбционной способностью бумаги по отношению к компонентам краски. Следует подчеркнуть, что переход краски и её высыхание зависят в равной степени как от свойств краски, так и от свойств бумаги.
- Ввод и прохождение печатной машины (транспортирование через машину). Качество прохождения бумаги через машину определяет и саму возможность процесса печати, и качество оттисков.
Наиболее распространенный дефект, возникающий при прохождении бумаги через печатную машину - морщение бумажного полотна. Возникновение морщин может вызываться прилагаемым к бумаге натяжением, а также дефектами структуры бумаги: неоднородностью по влажности, способности деформироваться в процессе печати, волнистостью. Меньше подвержена морщению бумага жесткая (как за счет большой толщины, так и за счет более высокого модуля упругости, то есть молорастяжимая). Для листовой бумаги важна точность разрезания на листы. Качество прохождения бумагой печатной машины очень значимо для рулонной печати. Отметим, что снижение обрывности бумаги может быть достигнуто сочетанием следующих факторов:
- увеличением средней прочности бумаги;
- снижением среднего напряжения в бумаге (за счет уменьшения рабочего натяжения в перемотно - резательном станке при производстве бумаги);
- сокращением колебаний напряжений в бумаге за счет обеспечения круглой формы рулона, требуемого качества гильз, не допускающих смещения оси вращения при размотке рулона во время печатания;
- повышением однородности бумаги.
При этом, обрывы полотна снижаются в большей степени из - за уменьшения колебаний его характеристик, чем за счет увеличения прочностных параметров.
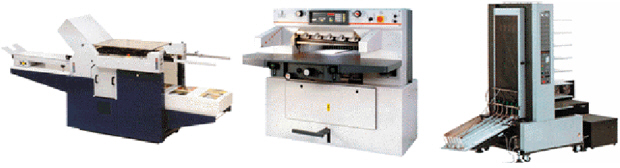
Бумагорезательное оборудование
Обязательным элементом post press комплекса является бумагорезальная машина ( рис. 10.1). Она нужна, во-первых, для предварительной разрезки стопы бумаги перед печатью. Во-вторых, при выпуске любой "не газетной" продукции требуется подрезка листов после печати. Формат резальной машины должен быть больше, чем формат печатной машины, и больше, чем стандартный формат поставки бумаги в листах. Обычно пачки бумаги имеют формат до 70х100 см, поэтому предпочтительнее резальная машина с длиной реза не меньше 70 см. Гидравлический привод дороже электромеханического (подобный Grafopat G-73 имеет цену около $10000), но это оправдывается дополнительной мощностью и надежностью. Профессиональная машина SEM FL-76S (длина реза 76 см, дисплей, масса 1200 кг) без программирования обойдется в $18000, с программированием в $23000.
В нашей стране так или иначе представлено резальное оборудование следующих производителей (в алфавитном порядке): Adast (Maxima), Challenge, Eba, Grafopat, Horizon, Ideal, Polar, Perfecta, SEM, Schneider-Senator, Multicut, Wohlenberg и 106 оптико-механического завода (выпускающий отечественные машины БР). Наиболее популярные резальные машины имеют длину реза 58, 76, 92, 118, 137 см. Под специальный заказ могут изготавливаться и большие машинами на 155, 185 или 260 см.
Биговка
Если вы задумали обложку из хорошей бумаги плотностью выше 150-170 г/кв.м., то неплохо предусмотреть ее дополнительную обработку перед сгибом - фальцовкой. Для качественного сгиба бумагу или картон бигуют с помощью специального (биговально-перфорированного) станка вдавливают рубчик. В противном случае на красочном участке вдоль линии фальца - сгиба образуются изломы бумаги и краски.
Фальцовка
Фальцовка - складывание листа с отпечатанным на нем текстом нескольких страниц. Фальцовка - может проводиться разными способами. Выбор того или иного способа зависит от числа страниц на листе и от назначения издания. Он должен быть согласован с расположением страниц (спуском полос) на листе. Но в любом случае, даже двухстраничный рекламный проспект выглядит лучше, если он сложен надлежащим образом. Фальцовка листа формата А4 по страницам формата A3 - очень часто используемый в настольных издательских системах способ, так как большинство таких систем оборудовано принтерами, печатающими на формате А4. На рис. 10.2 показано образование форматов при фальцовке (лист фальцуется целиком): 1) первый сгиб; 2) второй сгиб; 3) третий сгиб; 4) четвертый сгиб: 5) окончательный формат.
Итак, издание того или иного формата получают путем сгибания (фальцовки) бумажного листа определенное число раз с последовательным чередованием взаимно перпендикулярных или параллельных сгибов. Для образования формата в требуемую долю бумажный лист может либо фальцеваться целиком, либо разрезаться до фальцовки на 2, 3, 4, 8 и другие равные части, причем каждый рез заменяет один сгиб. Далеко не в каждой типографии имеются фальцевальные машины, поэтому в некоторых эту операцию выполняют вручную, что, вероятно, приведет к ухудшению внешнего вида изделия. Примером конкретной фальцевальной машины в полиграфическом газетном производстве может служить, например, пневматический фальцаппарат Sofrapli 505АВ формата 65х50 см, производительностью до 20000 л/час и стоимостью $10 500, который будет складывать газету и вдоль и поперек за два прогона ( рис. 10.3).
Комплектовка
Комплектовка - это процесс формирования книжного блока из сфальцованных тетрадей или листов. Комплектовка может быть выполнена двумя способами - вкладкой и подборкой. В первом случае тетради вкладываются одна в другую и скрепляются проволочными скобами через общий корешковый сгиб. Во втором случае тетради накладываются одна на другую и скрепляются с помощью проволоки или ниток через корешковый материал; применяется также бесшвейное (клеевое) скрепление, при котором тетради обрезаются вдоль корешковых сгибов, соединяются с помощью клея и вставляются в бумажную обложку. При скреплении тетрадей вкладкой может произойти некоторое смещение внутренних страниц относительно внешних, причем величина этого смещения зависит как от объема книжного блока, так и от толщины бумаги. По аналогии с оригинальным термином, это явление можно условно назвать "сползанием". Чтобы после обрезки блока наружные поля всех страниц получились одинаковыми, необходимо задать припуск на размер корешковых полей, компенсирующий сползание.
Брошюровка
В результате выполнения брошюровочных процессов из отпечатанных листов получают буклеты, брошюры, книги в мягкой обложке или книжные блоки. Существуют два подхода к изготовлению многостраничных изданий: полистный и тетрадный. Тетрадный способ является более традиционным. Так изготавливается большинство книг и периодических журналов. Печать при этом выполняется, как правило, на рулонных машинах большого формата, причем на выходе после рубки и фальцовки получаются 8-, 16- или 32-страничные тетради. Далее, при объеме издания до 80 страниц, тетради подбираются вкладкой, сшиваются проволокой внакидку и обрезаются с трех сторон. Агрегаты, выполняющие этот комплекс операций, называются вкладочно-швейно-резальными. При большем объеме издания тетради подбираются в стопу. Корешок издания при этом скрепляется нитками, термонитью или клеевым способом.
Новый термин
Брошюровочно-переплетные процессы - это такие технологические операции как: обработки оттисков (разрезание, фальцовка, приклейка к тетрадям форзацев и вклеек); изготовления книжных блоков (скрепление листов - шитье нитками или проволокой, клеевое скрепление, обработка блока - подготовка его для вставки в крышку или крытья обложкой); изготовления брошюр в мягкой обложке. Переплетные работы - процессы подготовки книжки (блока) для соединения его с переплетной крышкой (закрывающей полосы бумаги), а так же печать и обработка последней.
Шитье нитками - самый надежный способ брошюровки. При этом отдельные тетради прошиваются нитками в сгибе и скрепляются друг с другом в блок за счет пришивания к специальной основе, проложенной по корешку. Далее к нему может приклеиваться мягкая обложка, а может изготавливаться твердый переплет. По надежности этому способу скрепления нет равных, т.к. даже если клей потеряет эластичность, что приведет к переламыванию корешка, - листы все равно выпадать не будут, да и обложка отваливается редко, то есть в полную непригодность книга обычно не приходит. Недостатком этого вида скрепления является его трудоемкость, а следовательно дороговизна. К тому же оборудование, предназначенное для этих целей, стоит на порядок дороже, чем машины, скрепляющие брошюры другими способами. В последнее время, в связи с увеличением выпуска брошюр малыми тиражами, все большее распространение получает полистный способ брошюровки.
При этом подбор ведется не тетрадями, а отдельными листами. Полистные процессы легче поддаются автоматизации, и, соответственно, оборудование значительно дешевле. Основными способами скрепления при полистной брошюровке являются скрепление термоклеем ("бесшвейное") и шитье проволокой. Для изданий, скомплектованных подборкой, применяется шитье проволокой или скрепками (скобами) втачку. Данный вид скрепления достаточно распространен в мелко- и среднесерийном производстве, достаточно прост и экономичен. Недостатком является ухудшенная раскрываемость изданий. Однако он обеспечивает очень высокую прочность скрепления, а в сочетании с приклейкой обложки на термоклеевой машине получается и неплохой внешний вид изделия. Поэтому такой способ можно рекомендовать для изданий, рассчитанных на интенсивную эксплуатацию: школьные пособия, справочники, методические руководства. Для шитья толстых брошюр рекомендуется использовать встречное шитье.
При этом брошюру прошивают двумя скобами навстречу друг другу, причем они не выходят на другую сторону блока. Необходимым условием для обеспечения прочности такого соединения, является взаимное перекрытие скоб на глубину не менее двух третей от полной толщины брошюры. Для скрепления проволокой используют проволокошвейные и скобошвейные автоматы. Первые более экономичны в эксплуатации из-за более дешевого расходного материала (проволока в бобинах). Вторые используют готовые скобы, за счет чего имеют более простую конструкцию и стоят намного дешевле. При этом скобошвейные автоматы обеспечивают большее разнообразие видов скрепления за счет использования скоб различной формы и размера. Шитье проволокой или скобами внакидку применяется для изданий в мягкой обложке при толщине блока до 80 страниц и толщине бумаги до 0,1 мм, а также для более плотных бумаг при толщине блока до 4 мм.
При бесшвейном скреплении листы, составляющие книгу, собираются в блок, подрезаются со стороны корешка и проклеиваются клеем по торцу. К получившемуся блоку приклеивается обложка. Преимуществом этого способа является простота и небольшое время обработки книжного блока. Очевидно, для этого способа брошюровки использование в качестве исходного материала тетрадей не только не обязательно, но и неудобно, он рассчитан на отдельные листы. Аппараты бесшвейного скрепления, ориентированные на работу с тетрадями, имеют фрезу, которая срезает корешок тетради на глубину 3до 3-4 мм, превращая тетради в отдельные листы. Одновременно она придает шероховатость краям листов, улучшая их восприимчивость к клею. Той же цели - улучшить проникновение клея в корешок - служит операция, называемая торшонированием. Она заключается в нанесении узких надрезов глубиной около миллиметра поперек корешка. Клей, проникая в них, лучше склеивает листы.
Фрезерование и торшонирование - это различные операции; торшонирование не может заменить фрезерования при работе с тетрадями, даже если они состоят всего из 8 страниц. Отдельно следует сказать о клеях, используемых для брошюровки. От их качества и правильного использования зависит очень многое. К клею предъявляются противоречивые требования: с одной стороны, он должен хорошо проникать в толщу листов, то есть быть текучим и жидким. С другой стороны, после закрепления он должен обеспечивать одновременно жесткость корешка и эластичность при раскрывании книги. Основных видов клея два - так называемые горячие и холодные. Холодный клей - это поливинилацетатная эмульсия, хорошо всем известный ПВА. Он медленно сохнет, за это время хорошо проникая в толщу бумаги и надежно скрепляя листы. Однако все это время сброшюрованная книга должна лежать под прессом, при подходящей температуре и влажности. К недостаткам ПВА относится и то, что он содержит воду.
Некоторые сорта бумаги, впитывая ее, коробятся и после высыхания не распрямляются в достаточной степени. Зато при скреплении тяжелых мелованных бумаг и при изготовлении книг из разных сортов бумаги ПВА позволяет получать лучшие результаты, чем большинство горячих клеев. Кроме того, с течением времени он практически не теряет эластичности. Но в целом из-за сложностей, связанных с правильной сушкой книг, ПВА используется все реже. Пожалуй, единственная область, где применяется почти исключительно холодная склейка - это скрепление самокопирующих бланков. Стопу высотой несколько сантиметров зажимают в специальном обжимном прессе или просто под балкой бумагорезальной машины и промазывают ровным слоем ПВА. Операцию повторяют 2-3 раза в течение нескольких часов. Самый оперативный способ брошюровки - термоклеевой. Расплавленный клей при температуре 160-200ОС наносится на корешок и схватывается сразу после остывания.
Все устройства для такого скрепления позволяют одновременно с проклейкой блока крыть его мягкой обложкой. Книга, скрепленная термоклеем, может упаковываться уже через несколько минут после окончания брошюровки. Горячие клеи различаются по многим характеристикам. Прежде всего, для каждого клея существует своя оптимальная температура нанесения. При ее превышении он становится ломким после остывания, при более низкой температуре - плохо проникает в толщу листов. Некоторые клеи могут использоваться в помещениях с обычной бытовой вентиляцией, другие требуют специальных вентиляционных систем. Вязкость в расплавленном состоянии, эластичность в застывшем, степень адгезии к различным материалам - все это тоже различается у разных клеев. Очень сильно влияет на качество скрепления настройка режимов брошюровальной машины: температура клея, толщина нанесения клеевого слоя, время выстоя перед накидкой обложки, продолжительность и сила обжима.
Есть случаи, когда бесшвейного скрепления лучше избегать. Например, очень сложно добиться прочного скрепления плотной мелованной бумаги большого формата, особенно при большой толщине. Операции вставки книжного блока в твердый переплет называются переплетными процессами.
Отделочные процессы
Отделочные процессы применяются для придания печатной продукции новых эксплуатационных свойств и лучшего вида. К ним относятся:
- припрессовка пленки (ламинирование);
- лакирование;
- аппликация;
- биговка;
- тиснение;
- высечка;
- перфорация и др.
Ламинирование - облагораживание бумаги (картона) нанесением на ее поверхность полимера (пленки) методом расплава, а так же путем припрессовки, скрепления прозрачной пленки с запечатанной бумагой картоном. Ламинирование придает обработанным документам (кредитные карточки, удостоверения, обложки и др.) зеркальный блеск, гладкость, механическую прочность и долговечность;
Лакирование (покрытие лаком) рекомендуется для защиты изделия от выгорания, заляпывания пальцами, предохранения от преждевременного изнашивания и т.д. Используют офсетное и ультрафиолетовое покрытие лаком. Офсетный лак - это едва ощутимый тонкий прозрачный слой, наносимый обычно на всю поверхность изделия. Ультрафиолетовый лак - заметный на ощупь, глянцевый или матовый. Он не только защищает красочную поверхность, но и придает изображению дополнительную глубину. Иногда в дорогих, подарочных полиграфических изделиях используют выборочную лакировку, когда лак наносится не на всю поверхность, а лишь на отдельные участки, например, фотографии, "поднимая" их и придавая всему изделию особую утонченность и колорит. Вопрос о покрытии изделия лаком решается еще в момент составления сметы и постановки задачи дизайнеру.
Перфорация - нанесение отверстий в бумаге для последующего ее скрепления пружинами или металлическими зажимами.
Тиснение и конгрев (объемное тиснение) - получение изображения давления нагретой формы на бумагу, картон или переплет. Изображение образуется с помощью специальной красочной или металлизированной фольги, остающейся в углублениях.
Итак, при печати приходится учитывать десятки всевозможных мелочей - от впитывающих свойств бумаги до самочувствия дизайнера, от угла поворота растра до пыли в печатном цехе... Поэтому внимательному читателю целесообразно обратить внимание на информацию из Internet и журналы Publish, Computer Art, Наружная реклама России и другие издания, посвященные этим проблемам.
Далгат Камазов