Основы автоматизированного проектирования конструкций и технологических процессов производства РЭС (окончание)
3.1. Системный подход к задаче автоматизированного проектирования технологического процесса
Системный подход к задачам автоматизированного проектирования требует реализации совместного проектирования технологического процесса (ТП) и автоматизированной системы управления этим процессом ( АСУТП ).
В связи с этим в литературе в последние годы речь идет уже не о решении отдельных задач, а о совместном проектировании этих двух процессов [49, 8, 59, 30, 44, 83 и др.].
Традиционное раздельное рассмотрение задач проектирования и производства изделий уже не удовлетворяет потребностям сегодняшнего дня, т. к. не может гарантировать ни высокого качества проектирования, ни надлежащего уровня организации производственных процессов, обеспечивающих их реализацию.
Однако именно в процессе проектирования порождается существенная часть информации, используемой для организации производства [7]. Появилось новое понятие: автоматизированный технологический комплекс (АТК).
При автоматизации технологический процесс рассматривается как технологический объект управления (ТОУ). Последний представляет собой совокупность технологического оборудования и реализованного на нем по соответствующим инструкциям и регламентам технологического процесса производства. Управление ТОУ осуществляется с помощью автоматизированной системы управления (АСУТП) ), представляющей собой человеко-машинную систему управления, которая обеспечивает автоматизированный сбор и обработку информации, необходимой для оптимизации управления технологическим процессом в соответствии с принятым критерием [83].
Совместно функционирующие ТОУ и управляющая ими АСУТП составляют автоматизированный технологический комплекс (АТК) [49].
Системный подход к проектированию АТК требует объединения проектирования технологических процессов и разработки автоматизированной системы управления этим процессом в соответствии со структурой АТК.
Если АТК рассматривать как систему " ТП — АСУТП ", то на определенных этапах проектирования технологического процесса необходимо выполнение требований, предъявляемых к АСУТП. Это позволяет сократить сроки проектирования АТК и создать более эффективную систему.
Следовательно, проектирование АТК объединяет два направления проектирования: разработку ТП и АСУТП. Поскольку цель создания АТК — это управление некоторым сложным объектом, то следует различать управляемую и управляющую системы. Управляемой системой является технологический производственный комплекс, который является объектом управления. Управляющей является автоматизированная система управления.
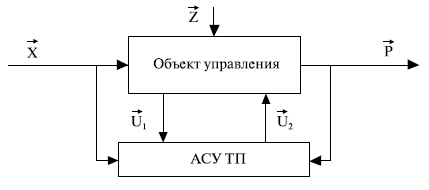
АТК представляет собой сложную многоуровневую блочно-иерархическую систему с оптимизацией решений в каждом слое. Упрощенно ее можно представить в следующем виде ( рис. 3.1):
Сущность блочно-иерархического подхода заключается в расчленении объекта проектирования на уровни с постепенной детализацией представления системы сверху вниз. При этом система рассматривается не в целом, а отдельными блоками. Преимущество блочно-иерархического подхода состоит в том, что сложная задача большой размерности расчленяется на последовательно решаемые задачи малой размерности [49].
Системный подход к проектированию АТК требует учета следующих основных принципов:
- реализации совместного проектирования технологического процесса и разработки АСУТП этим процессом в соответствии со структурой АТК ;
- использования блочно-иерархического принципа, основанного на представлении АТК сложной системой;
- целенаправленности, т. е. в результате проектирования должна быть достигнута цель, включающая создание АТК с малой энергоемкостью и высокой производительностью.
Первый принцип требует, чтобы ряд отдельных операций выполнялся параллельно. Кроме того, на определенных этапах проектирования технологического процесса, как уже отмечалось ранее, к нему предъявляются требования АСУТП.
Второй принцип требует разбивать АТК как сложную систему на ряд элементов и подсистем.
Третий принцип требует организовать деятельность проектировщиков АТК в виде целенаправленных действий. При этом определяется сначала глобальная (общая) цель проектирования, например создание высокопроизводительного АТК с малой энергоемкостью. Эта цель уточняется и представляется в виде некоторых числовых соотношений. Затем задается влияние элементов и систем на глобальную цель проектирования, а также задач проектирования отдельных элементов и систем на общее проектирование АТК.
Такой анализ помогает установить частные цели проектирования, позволяющие достичь глобальной цели. При этом предполагается, что многокритериальная задача может быть свернута в однокритериальную с единственным критерием оптимизации.
3.2. Системный анализ сложных процессов
При анализе сложных процессов, когда не представляется возможным найти внутренние связи в системе, используется известный в кибернетике принцип "черного ящика". Этот принцип заключается в том, что, не имея информации о существе, внутренней структуре процесса, для его математического описания используют лишь зависимость выходных величин от входных.
Понятие "черного ящика" относится к основным понятиям кибернетики, помогая при изучении поведения систем, т. е. реакций на различные внешние воздействия, абстрагироваться от их внутреннего устройства. Многие системы, особенно большие, оказываются настолько сложными, что даже имея полную информацию о состоянии их элементов, практически невозможно связать ее с поведением системы в целом [62]. В таких случаях представление такой сложной системы в виде некоторого "черного ящика", функционирующего аналогично, облегчает построение упрощенной модели. Анализируя поведение модели и сравнивая его с поведением системы, можно сделать ряд выводов о свойствах самой системы и при их совпадении со свойствами модели выбрать рабочую гипотезу о предполагаемом строении исследуемой системы.
Пусть на вход системы подаются воздействия X, а на выходе получают показатели качества P ( рис. 3.1). Наблюдая достаточно долго за поведением такой системы и, если потребуется, выполняя активные эксперименты над ней, т. е. изменяя некоторым определенным образом входные воздействия, можно достигнуть такого уровня знаний свойств системы, чтобы иметь возможность предсказать изменение ее выходных показателей при любом заданном изменении входных.
Метод, использующий "черный ящик", широко применяют для решения задач моделирования управляемых систем (особенно при исследовании сложных технических объектов) в тех случаях, когда представляет интерес поведение системы, а не ее строение [104].
В этих ситуациях зачастую единственно пригодными оказываются статистические методы оптимизации, поскольку ни технолог, ни управляющая ЭВМ в ряде случаев не способны в ходе процесса учесть суммарный эффект действия множества различных факторов, часто связанных сложными зависимостями. Кроме того, на процессах могут сказываться явления, недоступные контролю по физическим или техническим причинам. Следовательно, производственная информация носит стохастический характер. Этим объясняется применение для исследования и управления технологическим процессом статистических методов [46, 98].
При использовании статистических методов возникают две основные задачи: построение модели и нахождение стратегии оптимального управления. Для решения этих задач разработан ряд эффективных статистических методов.
При создании математических моделей универсальным является метод регрессионного анализа [56, 34, 18, 9090]. В этом случае зависимость каждого выходного параметра (показателя качества) процесса от различных факторов представляется в виде многочлена, включающего рассматриваемые факторы и их комбинации. Коэффициенты при отдельных слагаемых многочлена (коэффициенты регрессии) определяются путем статистической обработки экспериментальных данных [26]. Стремление учитывать влияние многих факторов приводит к необходимости сбора и обработки больших массивов информации. С целью значительного сокращения объема работы в настоящее время широко применяется метод многофакторного эксперимента. Существо метода состоит в том, что взамен традиционного исследования влияния отдельных факторов при неизменных остальных при каждом опыте исследуется влияние одновременного изменения нескольких факторов. Даже при небольшом числе исследуемых переменных метод позволяет значительно уменьшить объем экспериментов при условии, что их чередование выполняется по определенному плану. Эффективность метода возрастает с увеличением сложности исследуемого процесса [56].
При наличии разработанной модели задача оптимизации сводится к прогнозированию хода процесса при различных комбинациях воздействий и выбору оптимального варианта. Имеется ряд методов, позволяющих осуществлять целенаправленный поиск вариантов в направлении возрастания целевой функции, в частности, так называемый симплексметод и его модификации, пригодные для линейных регрессионных моделей. Реализация таких методов наиболее эффективна в системах управления на основе ЭВМ [27].
Большинство автоматизированных систем управления технологическими процессами ) из-за специфических особенностей технологии производства электронных приборов могут быть созданы только на основе методов статистического управления. Это обусловило переход от простейших методов статистического управления к более сложным, и в первую очередь — к методам корреляционно-регрессионного анализа и составления регрессионных уравнений как математико-статистических моделей процессов.
Методология системного анализа достаточно универсальна и может быть использована как для процесса проектирования в целом, так и для отдельных стадий и этапов проектирования. При переходе от общего проектирования к отдельным стадиям будет меняться содержание целей, альтернатив и решений, но общая последовательность этапов анализа будет сохраняться [49].
При проектировании АТК с помощью ЭВМ составляется прежде всего задание на проектирование. Задание составляется генпроектировщиком или заказчиком с участием той организации, которая будет разрабатывать проект.
Задание на проектирование включает в себя целый ряд пунктов, подробно перечисленных в [87]. Отметим некоторые из них (в произвольном порядке):
- основание для проектирования;
- перечень производств, цехов, установок, охватываемых проектами систем автоматизации, с указанием для каждого особых условий (при их наличии), например класс взрыво- и пожароопасности помещений, наличие влажной, сырой окружающей среды и т. д.;
- стадийность проектирования;
- требования к разработке вариантов проекта (части проекта);
- планируемый уровень капитальных затрат на автоматизированное проектирование и примерных затрат на научно-исследовательские работы (НИР), опытно-конструкторские работы (ОКР) и проектирование с указанием источников финансирования, и др.
Например, основанием для разработки той или иной радиосистемы или элемента может быть необходимость использования его в более крупной системе или его преимущества по сравнению с имеющимися (известными) аналогами. А основанием для автоматизированного проектирования АТК являются, как правило, сокращение сроков проектирования и внедрения, уменьшение количества ошибок при проектировании, обеспечение возможности изменения проектных решений, сокращение сроков тестирования микросхем [8].
По мере усложнения системы (например для РЭС: ИС, БИС, микросхем, радиосистем и т. д.) резко возрастает время разработки и внедрения, увеличиваются трудозатраты. Соответственно, происходит пропорциональный рост расходов на разработку и внедрение. Этот фактор необходимо учитывать уже на стадии формулирования основания для проектирования и непосредственно использовать при проведении расчетов по технико-экономическому обоснованию.
Формирование внешних условий по отношению к проектируемому объекту необходимо потому, что они должны быть учтены уже на самых первых этапах проектирования. Например, одни и те же технологические операции на различных установках в одних и тех же условиях могут иметь некоторый разброс значений выходных параметров; аналогично, одна и та же установка будет иметь разброс значений при различных условиях окружающей среды и т. д. Исследование такого рода влияния — одна из задач научно-исследовательской работы, поскольку указанные факторы влияют и на сам технологический процесс, и на адекватность математических моделей, описывающих этот процесс.
Рассмотрим, как связаны пункты задания со стадийностью проектирования. Стадийность создания систем автоматизированного проектирования регламентируется стандартами [59], поясняется в нормативной документации [30] и специальной литературе [87, 44]. Не останавливаясь подробно на всех положениях, принятых в указанных источниках, обратим внимание на содержательную сторону начальных стадий создания, поскольку в практических, производственных условиях именно содержательная сторона оказывается "узким местом" при формальном соблюдении гостированных этапов.